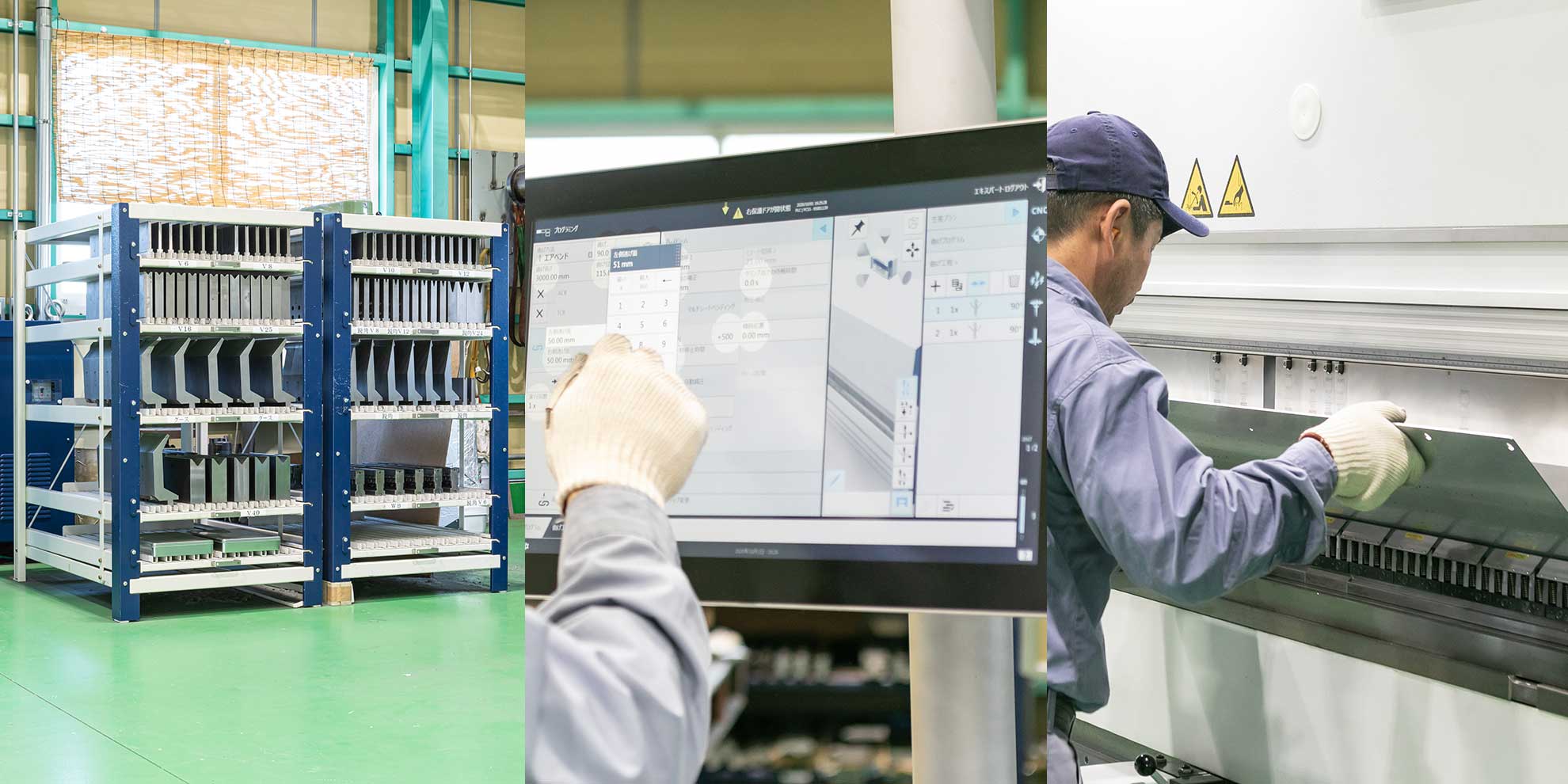
熟練の技術の板曲げ加工。各種金型もラインアップ。
曲げ加工 (英語:Bending) は、板金加工において最も基本的な加工法の1つです。
板金を様々な角度に曲げたり丸めたりし、板金製品や部品を形作るうえで非常に重要な加工です。
曲げ加工の基本的な原理はプレスによります。「ベンダー」と呼ばれる曲げ加工機を用いて加工します。
「ベンダー」は「ダイ」と「パンチ」からなります。「ダイ」とは金型を上下に分類した場合下の金型に当たるもので、「パンチ」の圧力を受ける役割です。「パンチ」とは、「ダイ」に対して圧力を加える部分で、上側の金型に当たります。「ダイ」の上に板金を設置し、そこへ上から「パンチ」で圧力を加えることによって板金を曲げます。

曲げ加工には、大きく分けて以下の種類の加工法があります。
V型の金型(パンチ及びダイ)を用いた曲げ加工です。
金型がV型であるため曲げrが比較的小さくなることが特徴的です。V曲げは曲げ加工の中でも最も一般的な曲げ加工であると言えます。
パーシャルとは部分的な、という意味を持っています。
ワークが金型に接触部分が少なく、ダイやパンチとワークが面で接触しない自由曲げであるところが特徴です。
鋭角から鈍角まで対応でき、例えば30度の金型であれば30度はもちろん、180度まで曲げることができる範囲となります。
ボトミングは、V曲げ加工の中で最も良く使われる加工法です。
ボトムが英語で「底につける」という意味があるため、「底押し」や「底突き」などともいわれます。ワークとダイが面で接触するため、加圧が小さくても、高い精度の曲げ加工が実現できます。
一方、「スプリングバック(※)」という現象が起きやすく、対処法として余分に曲げこんで加工を行うことが一般的です。
スプリングバック・・・金属の性質(弾性力、塑性力)により、曲げ角度がベンダーの金型に比べて小さくなってしまう現象のこと。板金加工において、曲げの精度や品質を維持するうえで対策が必要となる。
コイニングは、V曲げ加工の中で最もワークにパンチとダイが密着する加工法です。
加圧が大きいため機械設備が大きくなり、金型の摩耗が早く耐圧も必要とされます。近年は、加工機械のスペックが進歩したこともあり、コイニングはあまり汎用されていません。
板金を丸みを帯びる形で曲げる曲げ加工です。
R曲げで用いられるベンダーは丸みを帯びたものになります。
板金を曲面状に加工する曲げ加工です。
ロール曲げは上記のV曲げ、R曲げとは少し毛色の異なる曲げ加工といえます。ロール曲げは、板金をパイプ形状に加工する際などに用いられる曲げ加工です。
その名の通り板金をZ形状(階段状)に曲げる加工法です。
Z曲げは金型を用いて1工程で曲げてしまう方法と、V曲げを2回用いることによって曲げる方法とがあります。
板金の縁部分を曲げる曲げ加工です。
ヘミング曲げは、製品の縁を取ることにより安全性が増すだけでなく、ヘミング曲げされた箇所が板厚2倍分の厚みになることによって強度も増すことができます。